









CNC-pukkijyrsinkone
Tuotteen kuvaus

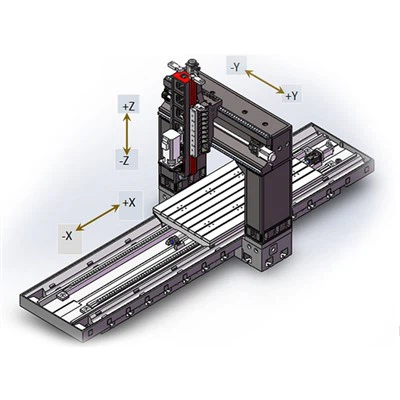
CNC portaalijyrsinkone
CNC-pukkijyrsinkone keskittyy ratkaisemaan pitkien työstöjaksojen, vaikean tarkkuusohjauksen ja suurten osien toistuvasta puristamisesta aiheutuvia suuria virheitä, saavuttamaan automatisoidun ja tehokkaan koneistuksen, vähentämään kustannuksia ja parantamaan tehokkuutta. Se soveltuu raskaille tuotantoyrityksille, jotka etsivät suurta tarkkuutta ja vakautta. Se kattaa esimerkiksi tuulivoimalaipat, laivojen komponentit, suurten nopeuksien rautateiden telit, ilmailualan rakenneosat ja suuret muotit. Se on tärkeä ydinlaitteisto korkealuokkaisessa raskaassa valmistuksessa.
Päärakenne



FRT-4025
| Tuote | Pääparametri | |
| CNC käyttöjärjestelmä | KND2000MF | |
| Työpöydän koko | mm | 4000×2000 |
| Vasen ja oikea veto (X) | mm | 4000 |
| Edestakaisin veto (Y) | mm | 2700 |
| Isku ylös ja alas (Z) | mm | 1000 |
| Etäisyys karan keskustasta pilarin ohjaimeen | mm | 260 |
| Etäisyys karan päästä työpöydän pintaan | mm | 300-1300 |
| T-työpöydän paikka (Numero/koko/väli) |
mm | 8-22×150 |
| Karan nopeus (rpm) | rpm | 6000 |
| Työstökoneiden paikannustarkkuus (GB/T 20957.4-2007 standardi) |
mm | 0.01 |
| Koneen toistuva paikannustarkkuus työkalut (GB/T 20957.4-2007 standardi) |
mm | 0.01 |
| Karan teho | KW | 28 |
| Koneen mitat | mm | 9200×3800×3500 |
| Koneen kevyt nettopaino | kg | 52t |
muut parametrit
| Tekniset tiedot | FRT-SP3018 | FRT-SP4025 | FRT-SP6035 | |
| Matkustaa | ||||
| Työpöydän liike (X/Y/Z) | mm | 3000/2000/1000 | 4000/2700/1000 | 6000/3700/1200 |
| Etäisyys karan pinnasta työpöytään | mm | 200-1200 | 300-1300 | 0-1600 |
| Portaalin leveys | mm | 1800 | 2500 | 3500 |
| Rautatie tie | Kolme lineaariohjainta tai Kaksi lineaariohjainta, yksi kova kisko | |||
| Työpöytä | ||||
| Pöydän koko | mm | 3000x1500 | 4000x2000 | 6000x2500 |
| Työpöydän maksimikantavuus | T | 7 | 15 | 20 |
| Karan kartio (malliholkin halkaisija) | ||||
| Karan kartio (malliholkin halkaisija) | mm | BT50/155 | BT50/190 | BT50/190 |
| Karan moottorin teho | kw | 22 | 26 | 30 |
| Karan nopeus | rpm | 6000 | 6000 | 6000 |
| Tarkkuus | ||||
| Asennon tarkkuus | mm | 0.01/1000 | 0.01/1000 | 0.01/1000 |
| Toistuva asennon tarkkuus | mm | ±0.01 | ±0.01 | ±0.01 |
| Koko | ||||
| Nettopaino | T | 30 | 40 | 75 |
pääkomponenttien koneistus ja käsittely

Vaadimme koko portaalijyrsinkoneiden ydinkomponenttien koko työstöprosessin suorittamista itsenäisesti. Luotamme itse-kehittämiimme prosesseihimme ja huippuluokan-tarkkuus-CNC-laitteisiin, joten saavutamme integroidun suljetun-silmukan jyrsinnässä, porauksessa ja viimeistelyssä. Valvomme tiukasti kaikkia tarkkuusstandardeja ja toleranssivaatimuksia koko prosessin ajan luodaksemme korkealaatuisia-työstökoneiden ydinkomponentteja, joilla on erinomainen suorituskyky. Ydintyöstö kattaa avaimen kuorman{7}}laakeri- ja voimansiirtokomponentit, kuten alustan, poikkipalkin, työpöydän ja karalaatikon. Karkean koneistuksen jälkeen ammattimainen vanhenemiskäsittely eliminoi täysin sisäisen jännityksen, ja sitä seuraa erittäin -tarkkuus viimeistelyjyrsintä. Tämä varmistaa kattavasti komponenttien perusjäykkyyden ja{11}}pitkän aikavälin mittavakauden ilman ulkoista tekniikkaa tai OEM-tukea.
Jyrsintäprosessi valvoo tarkasti mittatoleransseja, mikä varmistaa tarkat ja virheetön{0}}mitat avainliitospinnoilla. Erilaiset geometriset toleranssit, kuten työpöydän pinnan tasaisuus, ohjauskiskojen suoruus sekä poikkipalkin ja pilarin välinen yhdensuuntaisuus, täyttävät kaikki alan tiukimmat standardit, välttäen täysin geometristen virheiden aiheuttamat asennus- ja käyttöongelmat. Porausprosessi ohjaa tarkasti reikien koaksiaalisuutta, kohtisuoraa ja reikävälin toleransseja, eliminoimalla viat, kuten väärin kohdistetut reiät, epätasaiset reikien halkaisijat ja reikien kohdistusvirheet, mikä varmistaa myöhemmän kokoonpanotarkkuuden. Viimeistelyvaiheessa pinnan laatu optimoidaan samalla huolellisella tarkkuudella. Avainkokoonpanon kosketuspinnat on tehty erittäin sileiksi, ja liukuvat ohjauspinnat tasapainottavat sileyttä ja kulutuskestävyyttä parantaen kokonaisvaltaisesti komponenttien sovitustarkkuutta ja käyttöikää. Prosessireittien itsenäisestä suunnittelusta ja laitteiden riippumattomasta virheenkorjauksesta riippumattomaan tarkkuustestaukseen koko prosessin ajan jokainen vaihe on itsenäisesti ohjattu ja varmennettu, mikä todella saavuttaa täysin riippumattoman ja hallittavan suurten tarkkuuskomponenttien tarkkuustyöstön ja vahvistaa ydinkäsittelytekniikan perustaa.
cnc-pukkijyrsinkoneen testaus

Kokoonpanon jälkeen cnc-pukkijyrsinkone vaatii testauksen viidessä kategoriassa: geometrinen tarkkuus, paikannus/toistettavuus, tilageometria, työtarkkuus ja turvallisuus. Ydintestauksessa käytetään Renishaw XL-80/XM-60 -laserinterferometriä lineaarisen paikannus- ja toistettavuustarkkuuden mittaamiseen (jopa ±0,005 mm). Renishaw XK10 -keskityslaseria käytetään ohjaimen suoruuden ja akselien välisen kohtisuoran tarkistamiseen. QC20 kuulatankoa käytetään dynaamisen suorituskyvyn ja lämpötilan nousun diagnostiikkaan.
GB/T 19360/19362- ja ISO 10791 -standardien mukaisesti mitataan tärkeimmät kohdat, kuten karan säteittäinen/päätypinnan juoksu, pöydän tasaisuus ja poikkipalkin/pylvään kohtisuora. Tuloksia käytetään virheen kompensointiin ja jäljitettävä raportti laaditaan sen varmistamiseksi, että koneen kokonaistarkkuus ja vakaus ovat standardien mukaisia.
Toimintoja ja työkappaleita voidaan käsitellä



CNC Gantry -jyrsinkoneita käytetään ensisijaisesti suurten, raskaiden, erittäin{0}}tarkkojen litteiden ja monimutkaisten rakenneosien koneistukseen, joka peittää muotit, koneen alustat, rungot, alustat, kotelot ja ei--standardikomponentit. Rouhinta keskittyy tehokkaaseen materiaalin poistoon, suurten valettujen ja taottujen aihioiden, paksujen levypintojen ja porrastettujen pintojen jyrsimiseen työkappaleen ääriviivojen nopeaan muotoon. Se sopii suuriin leikkaussyvyyksiin ja suuriin syöttönopeuksiin, ja se on yhteensopiva eri materiaalien, kuten teräksen, raudan ja alumiinin, kanssa, mikä ratkaisee epätasaisten aihiovarausten ongelman.
Puoliviimeistely korjaa rouhintavirheet, jyrsii peruspisteen pinnat, paikantaa urit ja ontelon ääriviivat varmistaakseen mittojen yhtenäisyyden ja varatakseen tasaiset varoitukset viimeistelyyn. Viimeistely korostaa tarkkuutta ja pinnan laatua, mikä mahdollistaa tasojen, viisteiden, suorien kulmien, kiilaurien ja reikäjärjestelmien korkean-tarkkuustyöstön, jolloin saavutetaan korkea tasaisuus ja pieni karheus kokoonpano- ja käyttövaatimusten mukaisesti.
Sekä suurten rakenneosien yksiosainen räätälöinti- että peltityökappaleiden eräkäsittely ovat mahdollisia, mikä tasapainottaa jäykkyyden ja tarkkuuden. Se on ydinprosessointilaitteisto koko prosessille aihiosta valmiiseen tuotteeseen raskaissa koneissa, muottien valmistuksessa, ei--vakiovarusteissa ja automatisoiduissa konerungoissa.
FAQ
K: Oletko kauppias vai tehdas?
V: Tehdas
K: Mitkä ovat vahvuutemme?
V: Laaja kokemus koneistuksesta, täydellisistä kokoonpanoprosesseista ja ryhmistä sekä kokemus käyttöönotosta ulkomailla.
K: Tarjoatko työstökoneiden päivityksiä ja muutoksia?
V: Kyllä, päivitämme erilaisia porauskoneita, jyrsinkoneita, sorveja ja työstökeskuksia.
K: Mitä valinnaisia lisävarusteita on CNC-työstökoneille?
V: CNC-kiertopöydät, anturit, työkalun asettimet, jyrsintäpäät, kiinnikkeet jne.
Suositut Tagit: CNC-pukkijyrsinkone, Kiina CNC-pukkijyrsinkoneiden valmistajat
Pari
EiSeuraava
CNC-pukkityyppinen jyrsinkoneSaatat myös pitää





Lähetä kysely